
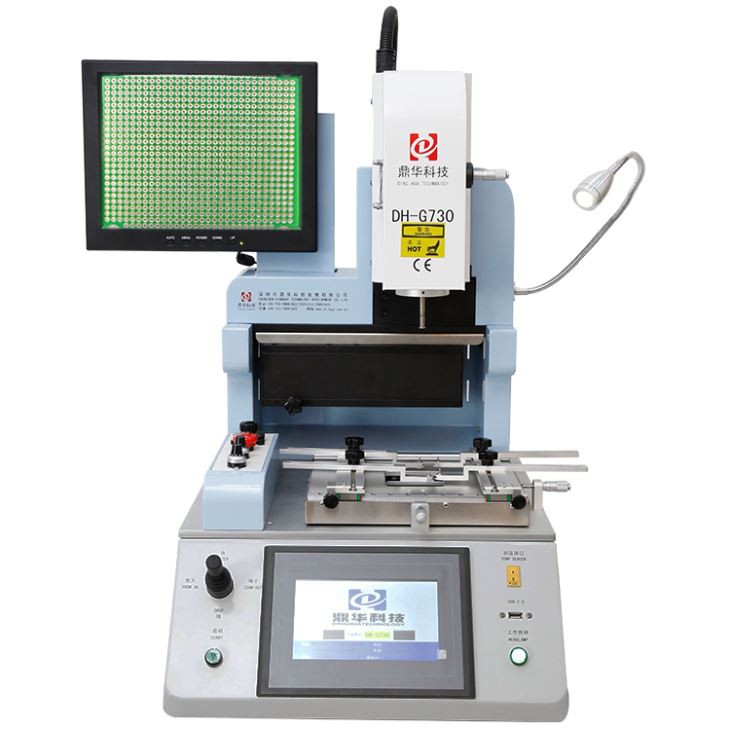
Mobilni SMD stroj za popravak
Dinghua DH-G730 mobilni SMD stroj za popravak. Posebno za popravak na razini čipa mobilne matične ploče.
Opis
Automatski mobilni SMD stroj za popravak


1. Primjena mobilnog SMD stroja za popravak CCD kamere
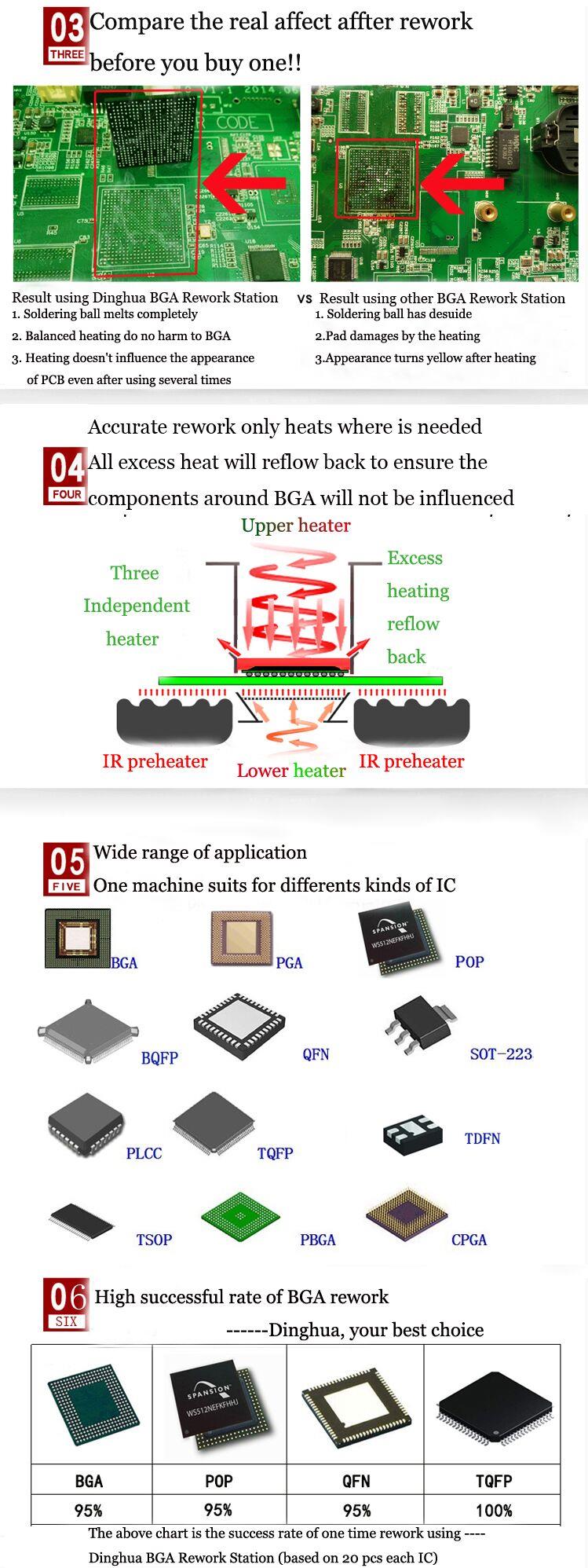
Posebno pogodan za popravak matične ploče mobitela i male matične ploče. Prikladno za različite vrste čipova: BGA, PGA, POP, BQFP, QFN, SOT223, PLCC, TQFP, TDFN, TSOP, PBGA, CPGA, LED čip.
2. Značajke proizvodaAutomatski mobilni SMD stroj za popravak
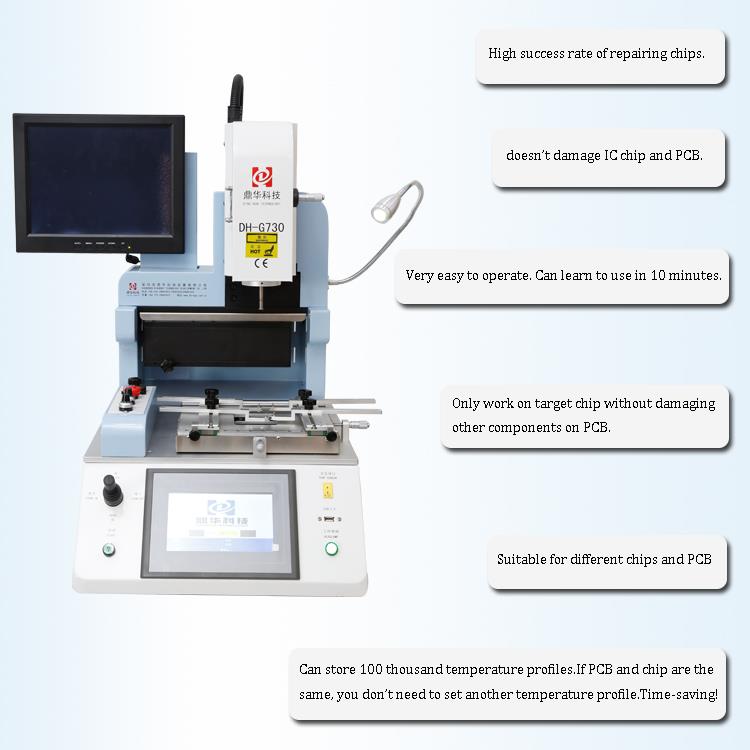
• Široko se koristi u popravku razine čipova u mobilnim telefonima, malim kontrolnim pločama ili sićušnim matičnim pločama itd.
• Automatsko odlemljivanje, montaža i lemljenje.
• HD CCD sustav optičkog poravnanja za preciznu montažu BGA i komponenti
• Pomično univerzalno učvršćenje sprječava oštećenje PCB-a na rubnoj komponenti, pogodno za sve vrste popravka PCB-a.
• LED svjetlo velike snage kako bi se osigurala svjetlina za rad, i različite veličine magnetskih mlaznica, materijal od legure titana, jednostavna zamjena i instalacija, nikad se ne deformira i ne hrđa.
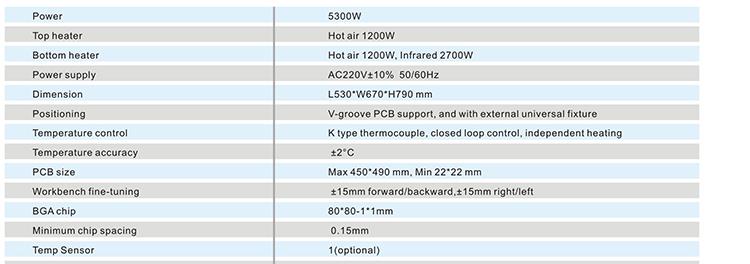
3.SpecifikacijaMCGS mobilni SMD uređaj za popravak zaslona osjetljivog na dodir
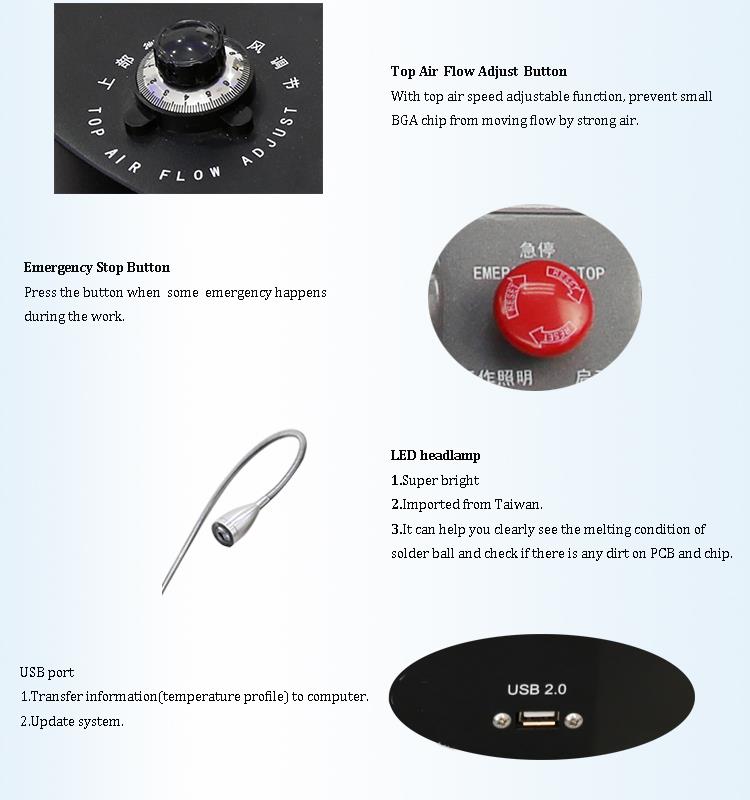
4. Pojedinosti oMobilni SMD stroj za popravak vrućim zrakom

5. Zašto odabrati našeAutomatski mobilni SMD stroj za popravak?
6. Potvrda oMobilni SMD stroj za popravak optičkog poravnanja
7. Pakiranje i otpremaAutomatski mobilni SMD stroj za popravak Split Vision

8. Pošiljka odAutomatski mobilni SMD stroj za popravak
Stroj šaljemo putem DHL/TNT/UPS/FEDEX-a, što je brzo i sigurno. Ako želite druge uvjete otpreme, slobodno nam recite.
9. Uvjeti plaćanja.
Bankovni transfer, Western Union, kreditna kartica.
Stroj ćemo poslati s 5-10 poslom nakon primitka uplate.
10. Povezano znanje
Učinak sloja površinske prevlake (plating) PCB-a na dizajn:
Trenutačno, naširoko korištene konvencionalne metode površinske obrade su OSP pozlaćeni pozlaćeni sprej.
Možemo usporediti prednosti i nedostatke cijene, zavarljivosti, otpornosti na habanje, otpornosti na oksidaciju i proizvodnog procesa, bušenja i izmjene kruga.
OSP proces: niska cijena, dobra vodljivost i ravnost, ali slaba otpornost na oksidaciju, nije pogodna za očuvanje. Kompenzacija bušenja obično se vrši prema {{0}}.1 mm, a HOZ bakrena debela širina linije kompenzira se za 0,025 mm. S obzirom na iznimno laku oksidaciju i otprašivanje, OSP proces je završen nakon čišćenja oblikovanja. Kada je veličina pojedinačnog komada manja od 80 mm, mora se uzeti u obzir oblik komada. dostava.
Postupak galvanizacije nikal-zlatom: dobra otpornost na oksidaciju i otpornost na habanje. Kada se koristi za utikače ili kontaktne točke, debljina zlatnog sloja je veća ili jednaka 1,3 um. Debljina zlatnog sloja koji se koristi za zavarivanje obično je 0.05-0.1um, ali relativna sposobnost lemljenja. Jadno. Kompenzacija bušenja je napravljena prema 0.1mm, a širina linije nije kompenzirana. Kada je bakrena ploča izrađena od 1 OZ ili više, bakreni sloj ispod površinskog sloja zlata vjerojatno će uzrokovati prekomjerno jetkanje i kolaps koji uzrokuje mogućnost lemljenja. Pozlaćivanje zahtijeva trenutnu pomoć. Proces pozlaćivanja osmišljen je tako da se urezuje prije nego što je površina u potpunosti urezana. Nakon jetkanja, proces uklanjanja jetkanja je smanjen. Zbog toga se širina linije ne kompenzira.
Elektronski postupak poniklanog zlata (imerzijsko zlato): dobra otpornost na oksidaciju, dobra entalpija, ravna prevlaka se naširoko koristi u SMT pločama, kompenzacija bušenja je napravljena prema 0.15 mm, HOZ bakrena debljina širine linije je kompenzirana {{ 3}}.025 mm, jer je proces uranjanja u zlato dizajniran u Nakon maske za lemljenje, prije jetkanja potrebna je zaštita otpornosti na jetkanje, a otpornost na jetkanje potrebno je ukloniti nakon jetkanja. Stoga je kompenzacija širine linije veća od kompenzacije pozlaćene ploče, tako da se zlato taloži nakon otpora za lemljenje, a većina linija ima pokrivenost maskom za lemljenje bez potrebe za utapanjem zlata. Za veliko područje bakrene kože, količina zlatne soli koju potroši zlatna ploča za uranjanje znatno je niža od one zlatne ploče.
Postupak prskanja limene ploče (63 kositra / 37 olova): otpornost na oksidaciju, osjetljivost je relativno najbolja, ravnost je loša, kompenzacija bušenja je napravljena prema 0.15 mm, HOZ debljina bakra kompenzacija širine linije je 0 .025 mm, osnovni proces i tonjenje. Dosljedno, to je trenutno najčešći tip površinske obrade.
Zbog EU direktive ROHS odbijena je uporaba šest opasnih tvari koje sadrže olovo, živu, kadmij, heksavalentni krom, polibromirani difenil eter (PBDE) i polibromirani bifenil (PBB), a površinska obrada uvela je sprej od čistog kositra (kositar- bakar




